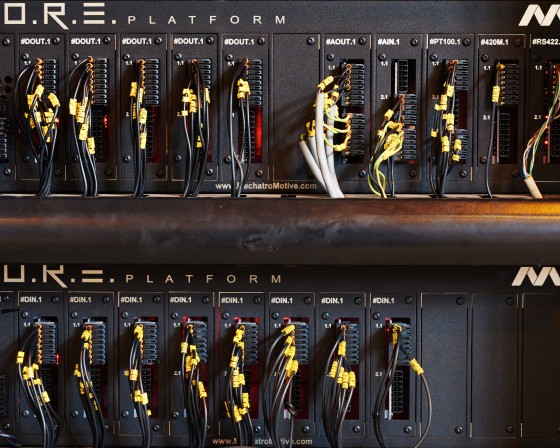












Az ipari automatizálás területén is aktívan szerepel a MechatroMotive. 2015 év elején debütált komplex ipari platformunk – a C.O.R.E – a Magyar Államvasutak egyik speciális berendezésén.
A C.O.R.E. platform egy olyan univerzális keretrendszer, amely könnyen a megrendelő igényeihez igazítható. A rendszer két fő egységből áll: mérő- és adatgyűjtő rendszerből, valamint PC-s szoftverből. A rendszer lényege, hogy az általános ipari feladatok végrehajtásához szükséges elemek már rendelkezésre állnak mindkét fő egység esetén. Így a felmerülő speciális igények könnyen, gyorsan a rendszerbe integrálhatóak.
A feladat az ESAB hosszúsínhegesztő gép és a hozzá tartozó egyenesség mérő technológiai fejlesztése volt, valamint kialakításra került egy, az egész gyárat átfogó termelés-ellenőrzési rendszer is. A Magyar Államvasutak egyetlen hosszúsínhegesztő berendezése hatékony működés esetén az egész ország sín szükségleteit képes kielégíteni. Könnyebben elképzelhetővé válik a gép monumentalitása, ha eláruljuk néhány paraméterét: elsősorban a 21-24 m hosszú síneket hegesztenek vele össze szálanként 120 m, illetve 126 m hosszúra.
A kilencvenes évek közepén gyártott hegesztő felett azonban eljárt az idő, technológiailag elavulttá vált napjainkra. Egyre több alkatrész lett nehezen beszerezhető vagy pótolhatatlan. Mindezek veszélyeztették gyár termelékenységét, a hegesztett sínek minőségét. A fejlesztések elkerülhetetlenek voltak.
A C.O.R.E. rendszer használatával a következő ipari megoldásokkal modernizáltuk a sínhegesztő berendezést:
- Megoldottuk a hegesztési varrat hőmérsékletének mérését, ezentúl a beállítások nem az izzó vas színe alapján történnek
- Beszereltünk egy olyan hőmérőt, amellyel a hűtővíz aktuális hőmérséklete pontosan mérhető és kijeleztethető. Így a kezelő pontosan tudja a hűtővíz hőmérsékletét, és szükség esetén rövid pihenők beiktatásával el tudja kerülni, hogy a víz túlmelegedése után esetleg a gép egy hegesztési folyamat során álljon le.
- Automata szintező beüzemelésével elértük, hogy a két összehegesztendő sínpár felszíne egy szintben legyen a szabvány szerinti mértékben. Korábban a maunális módszerekkel ilyen mértékű pontosságot (0,1 mm) nem lehetett elérni.
- Megoldottuk, hogy a hegesztőgép teljesítménye ne befolyásolja a vezérlő számítógép működését. Korábban a gép és a vezérlő rendszer ugyanarra az áramkörre csatlakozott. A szerkezet nagy teljesítményfelvétele azonban befolyásolta a vezérlő gép működését, így előfordulhatott, hogy hegesztés közben a számítógép, annak programja vagy a vezérlőkártyák hibásan üzemeltek, leálltak, illetve lefagytak. Ennek a veszélye különösen nagy áramfelvétellel járó fázisok közben állt fenn.
- Az új technológiák új funkciókat hoztak magukkal. Több paraméter is nyomon követhetővé vált: a gép kihasználtsága, a terhelés, az üzemállapot. Ezen felül kalkulálhatóvá vált, hogy a hidraulikus olaj cseréje mikor válik esedékessé. Ezáltal hatékonyabbá vált a termelésirányítás is.
- A gép hardverét és vezérlését a számítógép és a vezérlőkártyák cseréjével modernizáltuk. A fejlesztések által a hibaüzenetek is pontosan azonosíthatóvá váltak, a hibák kezelése egyszerűbbé vált.